Is Your C10200 Copper Strip Factory Actually Delivering C10200?
Here is a number that should stop you cold: nearly 30% of so-called ‘C10200 oxygen-free copper strip’ shipped globally does not pass a full ASTM B152 chemical analysis. That means one in three coils you buy might contain hidden oxygen, trace impurities, or a mislabeled C11000 alloy. For sensitive applications like vacuum brazing, hydrogen furnaces, or EV battery interconnects, using strip that fails purity specs creates porosity, weak joints, and field failures. The difference between a good factory and a great one is measured in parts per million of oxygen. This guide walks you through exactly what to look for, compare, and demand from your C10200 copper strip factory.
1. C10200 vs C11000: The Conductivity and Formability Advantage
Standard ETP copper (C11000) contains about 100-600 ppm oxygen. C10200 oxygen-free copper holds oxygen below 10 ppm. That small difference changes everything.
- Conductivity: C10200 offers a minimum of 100% IACS at 20°C. C11000 typically hits 101% IACS but drops under thermal cycling. C10200 holds steady because oxygen doesn’t form brittle oxides at grain boundaries.
- Formability: Oxygen-free strip bends, forms, and deep-draws without edge cracking. C11000 work-hardens faster. For tight-radius transformer windings or stamped battery connectors, C10200 wins every time.
- Hydrogen embrittlement resistance: Heat C11000 in a hydrogen atmosphere, and water vapor forms inside the metal. It blows apart. C10200 survives hydrogen-brazing without damage.
- Vacuum performance: Outgassing rates drop. C10200 is the standard for vacuum interrupters and high-vacuum chambers.
Verdict: If your application runs in a reducing atmosphere, vacuum, or requires repeated cold forming, C10200 is not optional—it is mandatory.
2. Key Applications Where C10200 Strip Outperforms All Others
You will find C10200 copper strip in three core industrial roles. Each demands specific properties.
Transformer Windings
High-frequency transformers and dry-type units need low oxygen content to prevent hot spots and insulation breakdown. C10200 strip with controlled edge radius and burr-free slitting reduces partial discharge. Factories that anneal in protective atmosphere (nitrogen or cracked ammonia) deliver the required soft temper (O60).
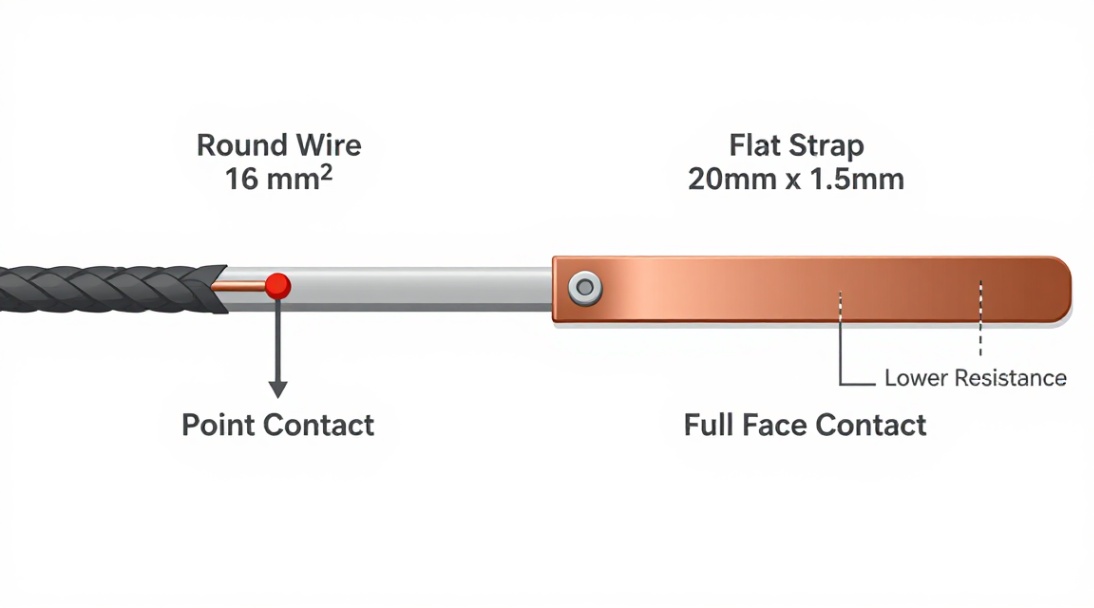
Busbars and Switchgear
High-current busbars require uniform conductivity. C10200’s consistent matrix means no micro-cracking after punching or bending. For plated busbars (silver or tin), oxygen-free base metal prevents plating voids.
Battery Interconnects and EV Busbars
EV battery packs cycle through wide temperature swings. Oxygen-free strip resists fatigue cracking at the weld joints and maintains low contact resistance. Factories with precise thickness tolerance (±0.02 mm) are preferred.
- Vacuum interrupters: Requires C10200 with maximum 5 ppm oxygen.
- Waveguides and RF cavities: Demands surface finish Ra < 0.4 µm.
- Cryogenic busbars: C10200 retains ductility down to -269°C.
3. Factory Compliance with ASTM B152 and C10200 Purity Specifications
ASTM B152 is the governing standard for copper sheet, strip, and plate. For C10200, the critical requirement is copper content ≥ 99.99% (including silver). No more than 10 ppm oxygen. Plus strict limits on bismuth, lead, and selenium.
A reliable factory will provide a mill test certificate (MTC) for every coil. It must list:
- Chemical analysis (each element weight % or ppm)
- Oxygen content (by inert gas fusion)
- Conductivity measurement (% IACS)
- Temper designation (soft, half-hard, or full-hard)
- Thickness and width tolerances
Warning: If the factory cannot produce an MTC within 24 hours of your request, walk away. They are either blending scrap or hiding a non-conforming batch.
4. Factory Quality Control: Thickness Tolerance, Surface Finish, Edge Condition, and Annealing Temper
Not all strip looks the same coming off the slitter. A premium factory controls four parameters tightly.
Thickness Tolerance
Target: ±0.03 mm across the full width for gauges 0.1–2.0 mm. Tighter tolerances require automated gauge control (AGC) and continuous online measurement. Ask if they use X-ray or laser gauges.
Surface Finish
Bright, oxide-free surfaces are essential for bonding, plating, or soldering. Factories that pickle and brush in line produce Ra values under 0.6 µm. Dull, stained strip signals poor process control.
Edge Condition
Burrs on slit edges cause short circuits in transformers and stress risers in formed parts. Best factories deburr edges to a radius of 0.1–0.3 mm. Request a micrograph of the edge if you are winding fine wire.
Annealing Temper
Soft strip (O60) for deep drawing must recrystallize fully. Half-hard (H02) for busbars needs a defined grain size. The factory should run a full annealing cycle in a protective atmosphere, not open-flame anneal. Grain size per ASTM E112 should be 0.015–0.035 mm for soft temper.
5. Evaluating Production Capacity and Lead Times
A factory with low capacity will miss deadlines and rush your order. Look for:
- Minimum 1,000 metric tons per year dedicated to C10200 (not shared with C11000 lines to avoid cross-contamination)
- At least two annealing furnaces for backup
- Slitting capacity for widths 5 mm to 600 mm
- Standard lead time for coils: 4–6 weeks. Custom widths may add 2 weeks.
Red flag: A factory that promises 2-week delivery on non-stock C10200 strip is likely shipping you C11000 from inventory. Real oxygen-free casting and rolling takes time.
6. Certifications You Must Demand
Three certifications separate legitimate suppliers from traders.
- ISO 9001:2015: Confirms a quality management system. Look for scope that includes ‘continuous casting, rolling, slitting, and annealing of oxygen-free copper strips.’
- RoHS and REACH: Ensures no restricted substances (lead, cadmium, mercury). C10200 should already be clean, but some factories use contaminated scrap.
- Mill Test Certificate (EN 10204 Type 3.1 or 3.2): Third-party verified chemical analysis. Type 3.2 includes inspection by a notified body.
Request digital copies before ordering. Compare the oxygen value. If it exceeds 10 ppm, reject the lot.
7. Cold-Rolled vs Hot-Rolled C10200 Strip: What Really Matters
Hot-rolled strip starts at 8–12 mm thick and gets rolled down while still above recrystallization temperature. It produces a coarser grain and less consistent mechanical properties. Cold-rolled strip begins as cast cake, rolled at room temperature, then annealed. Cold rolling delivers:
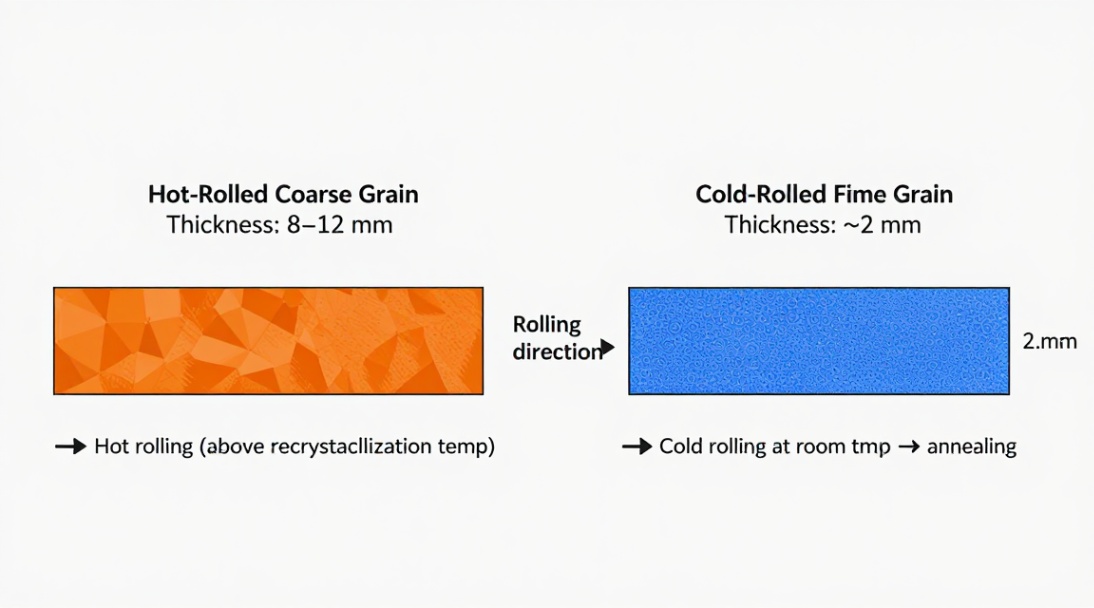
- Finer, uniform grain size
- Tighter thickness tolerance (±0.02 mm possible)
- Better surface finish (no scale or oxide pickup)
- Predictable springback for stamping
For anything thinner than 1.0 mm, insist on cold-rolled. Only accept hot-rolled for busbars over 3 mm thick where surface finish is less critical.
8. Custom Width and Gauge Capabilities
Standard widths are 100 mm, 200 mm, and 600 mm. But many applications require non-standard sizes.
- Transformer windings: 10–50 mm widths with precise edge radius
- Battery interconnects: 5–30 mm widths, often stamped in progressive dies
- Busbars: 50–300 mm widths, may need tapering or chamfered edges
Ask the factory: ‘What is your narrowest slitting width?’ If they cannot hold ±0.1 mm on widths under 20 mm, they lack precision slitting line. Also confirm gauge range: 0.025 mm to 3.0 mm covers most transformer and EV applications.
9. Cost Factors for C10200 Copper Strip Pricing
C10200 copper strip costs more than C11000—expect a 10–20% premium. Pricing breaks down as:
- Raw material (LME copper + premium): Oxygen-free cathodes cost more. Minimum cathode purity is 99.99% Cu.
- Processing: Protective atmosphere annealing adds energy cost. Cold rolling with AGC adds capital expense.
- Width and gauge: Very narrow or very thin strip increases slitting scrap, raising price per kg.
- Surface finish: Bright, pickled surfaces add $0.20–$0.50/kg.
- Certification: Full MTC and third-party inspection add $50–$150 per lot.
Rule of thumb: A quote that is 30% lower than competitors is a red flag. Cheap = C11000 in disguise.
10. Logistics: MOQs, Packaging, and Shipping
Even perfect strip fails if it arrives oxidized or damaged.
Packaging for Oxidation Prevention
Demand VCI (vapor corrosion inhibitor) paper between wraps, then sealed polyethylene, then plywood crating. Moisture barrier bags with desiccant packs are mandatory for sea freight. The factory should confirm they use acid-free paper (pH 6.5–7.5). Acidic paper stains copper.
Minimum Order Quantities
Common MOQ: 500 kg per size for coils. Some factories drop to 200 kg for narrow widths. Full coils (300–500 kg) reduce cost per kg.
Shipping Terms
- FOB (Free On Board): You control freight. Risk passes at port.
- CIF (Cost, Insurance, Freight): Factory arranges to your port.
- DDP (Delivered Duty Paid): Factory takes all risk until delivered.
Track record matters. Request a reference order history for similar destinations. If they routinely ship to North America or Europe, they understand packaging standards.
11. Why C10200 Is Preferred in High-Vacuum and Hydrogen-Brazed Applications
Two harsh environments reveal the real cost of oxygen.
High vacuum: Any oxygen in the copper reacts with residual hydrogen or carbon, forming water vapor or CO gas at high temperature. This outgassing destroys vacuum levels. C10200 with < 5 ppm oxygen outgasses at rates below 1×10⁻¹⁰ Torr·L/s·cm² after bakeout.
Hydrogen brazing: In a hydrogen furnace at 500–900°C, oxygen in C11000 reacts with H₂ to form steam. The steam expands, creating internal voids called hydrogen embrittlement. The copper swells, cracks, or debonds from joints. C10200 has so little oxygen that the reaction is negligible. Parts come out dense and sound.
If your drawing specifies a hydrogen brazing step, C10200 is the only safe choice. Do not let procurement substitute C11000.
12. Factory Audit Checklist: Inspect These Three Critical Areas
When you visit a C10200 copper strip factory, focus on these three process areas. They separate world-class from mediocre.
1. Annealing Furnaces
- Are they continuous strand furnaces or batch? Continuous units provide more uniform temperature.
- Atmosphere: Nitrogen or cracked ammonia (H₂/N₂ mix). Is the dew point below -40°C? High dew point = oxidation.
- Temperature profile: ±5°C across the strip width? If not, grain size varies.
2. Slitting Lines
- Burr height: Measure with a micrometer. Acceptable is < 5% of strip thickness.
- Knife cleanliness: Dirty knives create drag lines and scratches.
- Tension control: Over-tension stretches the strip, creating gauge variation.
3. Eddy Current Testing Equipment
- Does every coil get 100% eddy current testing? Or just a sample? Full inspection catches cracks, inclusions, and seams.
- Calibration standards: NIST-traceable artificial defects. Are they run daily?
- Rejection criteria: Does the factory scrap coils with defects, or downgrade them to ‘seconds’?
Bring a portable conductivity meter (e.g., Fischer Sigmascope). Test five random coils. Any reading below 100% IACS indicates oxygen contamination or wrong alloy.
Summary Table: What to Compare Across Factories
| Parameter | Acceptable Range | Premium Factory Target |
|---|---|---|
| Oxygen content (ppm) | <10 | <5 |
| Cu + Ag (%) | ≥99.99 | ≥99.995 |
| Thickness tolerance (mm) | ±0.05 | ±0.02 |
| Edge burr height | <10% of thickness | <5% |
| Surface finish Ra (µm) | <0.8 | <0.4 |
| Conductivity (% IACS) | ≥100 | 101–102 |
| Grain size (mm, soft temper) | 0.015–0.050 | 0.015–0.035 |
| Annealing atmosphere dew point | <-30°C | <-40°C |
| 100% eddy current test? | Yes | Yes, with automated marking |
| Lead time (weeks) | 6–8 | 4–6 |
Your Next Step: Make the Supply Chain Decision That Protects Your Products
You now have a clear roadmap to evaluate any C10200 copper strip factory. Do not leave your next order to chance. A single coil of mislabeled strip can delay production, cause warranty failures, and damage your reputation with customers who rely on your transformers, busbars, or battery packs.
Here is exactly what to do next:
- Send this checklist to your procurement team. They will know exactly what questions to ask.
- Request three MTCs from any shortlisted factory. Compare chemical analysis and oxygen content side by side.
- Arrange a factory audit or video walkthrough. Focus on annealing furnaces, slitting lines, and eddy current stations.
- Order a trial coil. Test it yourself—conductivity, grain size, and surface finish. Trust your own instruments.
When you are ready to partner with a factory that treats C10200 purity as a non-negotiable, not a marketing claim, reach out to us. We have spent decades building process control that delivers what the specification promises: true oxygen-free copper strip, every time. Contact our team today for a sample coil and full MTC. Your production deserves it. Your customers demand it. And now you know exactly how to get it.
About CopperGroup
CopperGroup is a trusted global chemical material supplier & manufacturer with over 12 years experience in providing super high-quality copper and relative materials. The company export to many countries, such as USA, Canada,Europe,UAE,South Africa, etc. As a leading nanotechnology development manufacturer, CopperGroup dominates the market. Our professional work team provides perfect solutions to help improve the efficiency of various industries, create value, and easily cope with various challenges. If you are looking for copper products, please feel free to contact us!